《機(jī)械常識(shí)表面粗糙度測(cè)量方法機(jī)床知識(shí)》由會(huì)員分享�,可在線閱讀����,更多相關(guān)《機(jī)械常識(shí)表面粗糙度測(cè)量方法機(jī)床知識(shí)(6頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1���、項(xiàng)目四 表面粗糙度測(cè)量
教學(xué)目標(biāo)
通過(guò)本項(xiàng)目學(xué)習(xí)和實(shí)踐�����,使學(xué)生了解表面粗糙度的概念和主要術(shù)語(yǔ)�����;掌握表面粗糙度的主要評(píng)定參數(shù)����、表面粗糙度的標(biāo)注及表面粗糙度的選擇�;掌握(利用粗糙度標(biāo)準(zhǔn)樣板)目測(cè)工件表面粗糙度的技能;掌握雙管顯微鏡測(cè)量Rz值的方法���。
教學(xué)重點(diǎn)和難點(diǎn)
重點(diǎn):表面粗糙度主要評(píng)定參數(shù)����、表面粗糙度的標(biāo)注、表面粗糙度的選擇����、正確使用雙管顯微鏡測(cè)量Rz值的方法
難點(diǎn):表面粗糙度的標(biāo)注、表面粗糙度的選擇�、正確使用雙管顯微鏡測(cè)量Rz值的方法
學(xué)時(shí)分配
序號(hào)
教學(xué)內(nèi)容
學(xué)時(shí)數(shù)
1
表面粗糙度相關(guān)知識(shí)
1
2
實(shí)訓(xùn):表面粗糙度的測(cè)量
1
教學(xué)內(nèi)容
一
2、�、概述
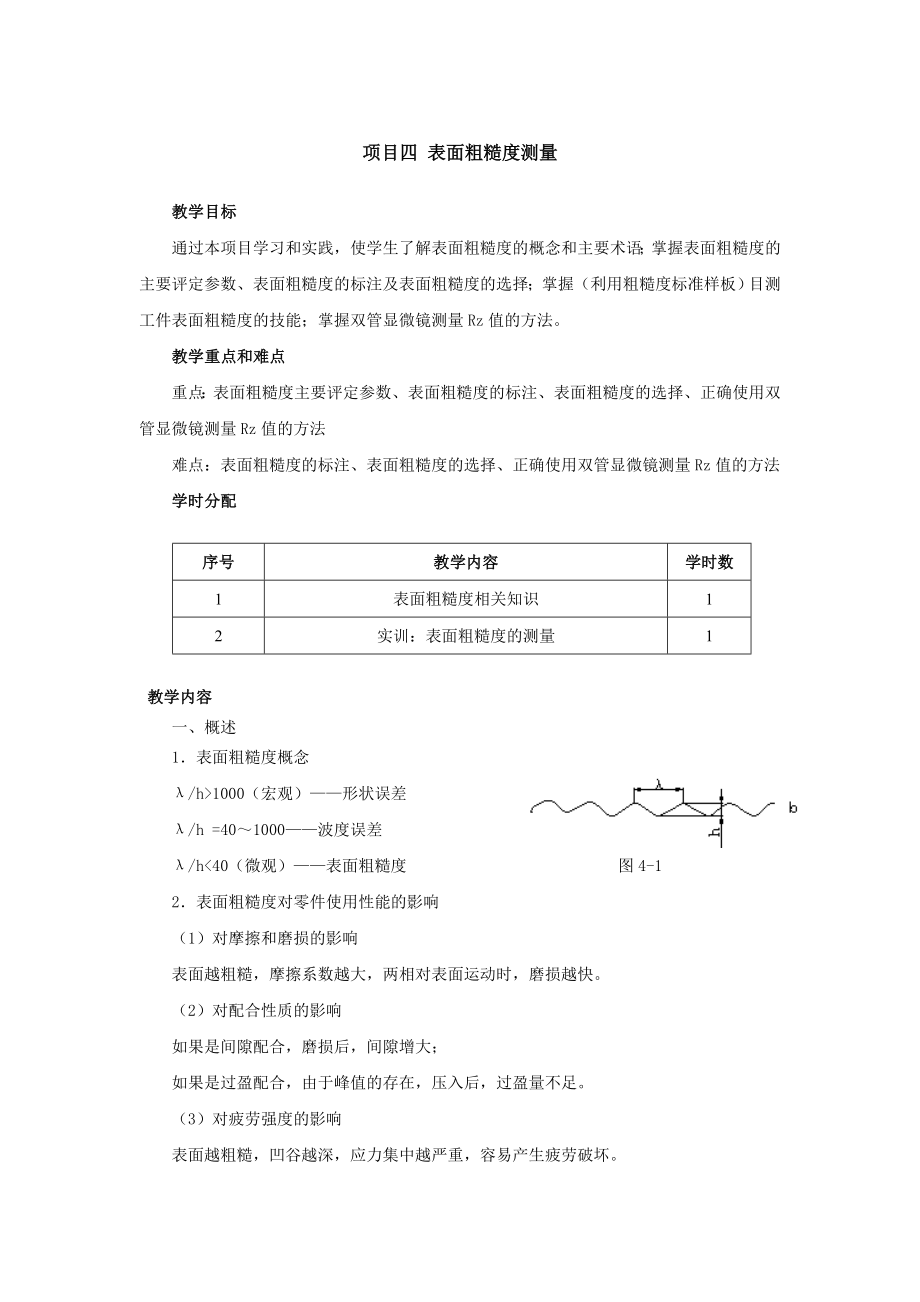
1.表面粗糙度概念
λ/h>1000(宏觀)——形狀誤差
λ/h =40~1000——波度誤差
λ/h<40(微觀)——表面粗糙度 圖4-1
2.表面粗糙度對(duì)零件使用性能的影響
(1)對(duì)摩擦和磨損的影響
表面越粗糙,摩擦系數(shù)越大�,兩相對(duì)表面運(yùn)動(dòng)時(shí),磨損越快��。
(2)對(duì)配合性質(zhì)的影響
如果是間隙配合�,磨損后,間隙增大�����;
如果是過(guò)盈配合��,由于峰值的存在���,壓入后�,過(guò)盈量不足。
(3)對(duì)疲勞強(qiáng)度的影響
表面越粗糙�,凹谷越深,應(yīng)力集中越嚴(yán)重����,容易產(chǎn)生疲勞破壞�����。
(4)對(duì)接觸剛度的影響
表面越粗糙��,峰值越大��,實(shí)際接觸面小
3��、�����,單位面積受力增加��。
(5)對(duì)耐腐蝕性能的影響
表面越粗糙容易將腐蝕物存于谷中���,造成對(duì)工件表面的腐蝕�����。
二�����、表面粗糙度的評(píng)定
1.主要術(shù)語(yǔ)及定義
(1)取樣長(zhǎng)度l
——用來(lái)判斷表面粗糙度特征的一段基準(zhǔn)長(zhǎng)度�。
一般情況下,取樣長(zhǎng)度至少包括5個(gè)峰和5個(gè)谷�,如圖4-2所示。
圖4-2
(2)評(píng)定長(zhǎng)度ln
——評(píng)定輪廓粗糙度所必須的一段長(zhǎng)度�����,一般情況下取 ln=5l�����,如圖4-3所示�����。
圖4-3
若表面加工不均勻���,應(yīng)取ln>5l ���;反之�����,取ln<5l
(3)輪廓中線(基準(zhǔn)線)
——評(píng)定表面粗糙度參數(shù)值大小的一條參考線���。
①輪廓最小二乘中線
——輪
4、廓上的點(diǎn)到輪廓偏距的平方和為最小����。如圖4-4所示�。
圖4-4
最小值
②輪廓算術(shù)平均中線
——在輪廓上找到一條直線,該直線使上�、下部分的面積相等。如圖4-5所示�����。
算術(shù)平均法常用目測(cè)確定中線����,是一種近視的圖解��,在生產(chǎn)中常用它替代最小二乘法�。
圖4-5
F1+F3+…F2n-1 = F2+F4+…F2n
2.表面粗糙度主要評(píng)定參數(shù)
(1)輪廓算術(shù)平均偏差Ra
——在取樣長(zhǎng)度內(nèi)�,輪廓上的點(diǎn)到基準(zhǔn)線距離 (偏距)絕對(duì)值的算術(shù)平均值。
近似為
在實(shí)際測(cè)量中���,n為有效數(shù)����,測(cè)量次數(shù)越多��,Ra越準(zhǔn)確���。
Ra越大��,表面越粗糙����。
(2)微觀不平度
5�����、十點(diǎn)高度Rz
——在取樣長(zhǎng)度l內(nèi)�,被測(cè)表面5個(gè)最大輪廓峰高的平均值與5個(gè)最大輪廓的谷深的平均值之和�。如圖4-6所示����。
圖4-6
Rz和Ra比較,測(cè)點(diǎn)少��,故Ra更客觀反映工件的表面實(shí)際情況��。
(3)輪廓最大高度Ry
——在取樣長(zhǎng)度內(nèi)�,輪廓最高峰和輪廓最低谷之間的距離。如圖4-7所示�����。
圖4-7
Ry=Rp+Rm
在三個(gè)評(píng)定參數(shù)中����,Ra最能客觀反映工的表面實(shí)際情況�,常用表示零件表面粗糙度。
3.一般規(guī)定
Ra�����、Ry��、Rz見(jiàn)表4-2、表4-3
三��、表面特征代號(hào)及標(biāo)注
1
6���、.表面粗糙度符號(hào)和代號(hào)
見(jiàn)表4-4
2.表面粗糙度標(biāo)注
見(jiàn)表4-5
3.表面粗糙度在圖樣上的標(biāo)注(如圖4-8所示)
圖4-8
四���、表面粗糙度數(shù)值的選擇
1.選擇原則:在滿足使用要求的情況下,盡量選擇大的表面粗糙度數(shù)值����。
2.選擇表面粗糙度數(shù)值時(shí)考慮以下幾方面
(1)同一零件,配合表面���、工作表面的數(shù)值小于非配合表面�、非工作表面的數(shù)值��;
(2)摩擦表面��、承受重載荷和交變載荷表面的粗糙度數(shù)值應(yīng)選小值�����;
(3)配合精度要求高的結(jié)合面�����、尺寸公差和形位公差精度要求高的表面,粗糙度選小值�����;
(4)同一公差等級(jí)的零件���,小尺寸比大尺寸����,軸比孔的粗糙度值要?����?�;
(5)要
7�����、求耐腐蝕的表面��,粗糙度值應(yīng)選小值���;
(6)有關(guān)標(biāo)準(zhǔn)已對(duì)表面粗糙度要求作出規(guī)定的應(yīng)按相應(yīng)標(biāo)準(zhǔn)確定表面粗糙度數(shù)值����。
3.常用表面粗糙度數(shù)值及加工和應(yīng)用
參考表4-6���、表4-7
五�����、表面粗糙度的測(cè)量
1.測(cè)量方法介紹
(1)比較法
將被測(cè)表面與粗糙度標(biāo)準(zhǔn)樣板相比較�,通過(guò)視覺(jué)���、觸感或其它方法進(jìn)行比較后����,對(duì)被測(cè)表面的粗糙度作出評(píng)定的方法��。粗糙度標(biāo)準(zhǔn)樣板如圖4-9所示�。
圖4-9
(2)光切法
利用“光切原理”測(cè)量表面粗糙度的方法。光切顯微鏡又稱雙管顯微鏡���,如圖4-10所示����。
圖4-10
8、 圖4-11
(3)干涉法
利用光波干涉原理來(lái)測(cè)量表面粗糙度的方法��。主要用于測(cè)量表面粗糙度的Rz和Ry值���,可以測(cè)到較小的參數(shù)值���,通常測(cè)量范圍0.03—1μm ,常用的測(cè)量?jī)x器——干涉顯微鏡�,如圖4-11所示。
(4)針描法
針描法又稱感觸法����,是一種接觸式測(cè)量表面粗糙度的方法。測(cè)量?jī)x器為電動(dòng)輪廓儀�����,如圖4-12所示�。
圖4-12
2.實(shí)訓(xùn)目的
(1)掌握目測(cè)被測(cè)工件的粗糙度技能;
(2)掌握用雙管顯微鏡測(cè)量Rz值的方法����。
3.雙管顯微鏡測(cè)量Rz值的測(cè)量步驟
(1)根據(jù)表面粗糙度要求,按下表選擇合適的物鏡�,裝在觀察光管的下端;
(2)接通電源�����;
(3)擦凈工件表面����,使被測(cè)表面的切削痕跡方向和光帶垂直。若測(cè)量軸類零件的表面時(shí)���,應(yīng)放在V型鐵上��;
(4)粗調(diào)節(jié)����;
(5)細(xì)調(diào)節(jié)��;
(6)調(diào)整目鏡中的十字線�����;
(7)旋轉(zhuǎn)刻度套筒,使目鏡中十字線的一根與光帶輪廓一邊的峰(谷)相切����,從測(cè)微器中讀出該峰(谷)的數(shù)值;
(8)縱向移動(dòng)工作臺(tái)���,按步驟6測(cè)量���,計(jì)算平均值;
(9)根據(jù)計(jì)算結(jié)果�,判定被測(cè)表面的粗糙度Rz值。
 機(jī)械常識(shí)表面粗糙度測(cè)量方法機(jī)床知識(shí)
機(jī)械常識(shí)表面粗糙度測(cè)量方法機(jī)床知識(shí)